新浪微博
新浪微博 腾讯微博
腾讯微博


铸铁平台工作面精度等级及使用
铸铁平台平板作为工作基础平台可以应用到工件检测、划线、装配、试验等,在您购买相应的平台时您可以根据精度的具体数据来确定。
铸铁平台加工精度包括铸铁平板尺寸精度、铸铁平台形状精度和铸铁平台位置精度。铸铁平台图纸上,对被加工铸铁平板的加工精度要求常用尺寸公差、形状公差和位置公差来表示。
铸铁平台加工精度包括铸铁平板尺寸精度、铸铁平台形状精度和铸铁平台位置精度。铸铁平台图纸上,对被加工铸铁平板的加工精度要求常用尺寸公差、形状公差和位置公差来表示。
1、铸铁平台尺寸精度:是指加工表面本身的尺寸(如铸铁平板面的长和宽)和表面间的尺寸(如铸铁平板孔间距离等)的jing确程度。铸铁平板尺寸精度的低,用尺寸公差的大小来表示。尺寸公差是尺寸允许的变动量, 标准GB/T1800. 3-1998《限与配合》中规定,尺寸公差分20个等级,即it01、it0、it1、it2……it18。it后面的数字代表公差等级,数字愈大,公差等级越低,公差值越大,尺寸精度越低。
|
表面微观 征
|
ra(μm)
|
加工精度
|
加工方法
|
应用
|
|
|
不加工
|
清除毛刺
|
|
it16~it14
|
|
铸件、锻件、焊接件、冲压件
|
|
粗加工
|
明显可见刀痕
|
≤80
|
it13~it10
|
粗车、粗刨、粗铣、钻、毛锉、锯断
|
用于非配合尺寸或不重要的配合
|
|
可见刀痕
|
≤40
|
it10
|
用于一般要求,主要用于长度尺寸的配合
|
||
|
微见刀痕
|
≤20
|
it10~it8
|
|||
|
半精加工
|
可见加工痕迹
|
≤10
|
it10~it8
|
半精车、精车、精刨、精铣、粗磨
|
用于重要配合
|
|
微见加工痕迹
|
≤5
|
it8~it7
|
|||
|
不见加工痕迹
|
≤2.5
|
it8~it7
|
|||
|
精加工
|
可辩加工痕迹方向
|
≤1.25
|
it8~it6
|
精车、精刨、精磨、铰
|
|
|
微辩加工痕迹方向
|
≤0.63
|
it7~it6
|
用于精mi配合,
|
||
|
不辩加工痕迹方向
|
≤0.32
|
it7~it6
|
|||
|
超精加工
|
暗光泽面
|
≤0.16
|
it6~it5
|
精磨、研磨、镜面磨、超精加工
|
量块、量仪和精mi仪表、精mi零件的光整加工
|
|
亮光泽面
|
≤0.08
|
it6~it5
|
|||
|
镜状光泽面
|
≤0.04
|
|
|||
|
雾状光泽
|
≤0.02
|
|
|||
|
镜面
|
≤0.01
|
|
|||
2、铸铁平板形状精度:是指铸铁平板加工后的表面与理想表面在形状上相接近的程度。如直线度、平面度等。
3、铸铁平板位置精度:是指铸铁平板加工后的表面、轴线或对称平面之间的实际位置与理想位置接近的程度。如平行度、垂直度、同轴度、对称度等。
标准gb/t1182-1996《形状和位置公差》中规定,形状和位置公差共有14个项目,其公差 征项目的名称及符号见下表。
3、铸铁平板位置精度:是指铸铁平板加工后的表面、轴线或对称平面之间的实际位置与理想位置接近的程度。如平行度、垂直度、同轴度、对称度等。
标准gb/t1182-1996《形状和位置公差》中规定,形状和位置公差共有14个项目,其公差 征项目的名称及符号见下表。
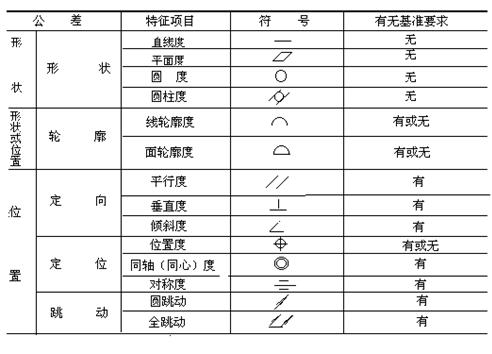
在铸铁平板加工图上,通常只规定尺寸公差,对要求较的铸铁平板,除了规定尺寸公差外,还要规定铸铁平板形状和位置公差。
通常情况下铸铁检验平台用于检测、检验工作,所以精度要求较,工作面厚度也相比较厚;划线平台、工装平台精度要求一般,通常为2-3级精度,大型的T型槽平台精度一般要求不,可以作为工作台、试验平台等,精度3级甚至精刨,通常我公司对于精刨的平台工作面给予简单排点,让外观 漂亮。对于一些数控机床的工作台、铸铁工件等精度要求 ,一般会在3丝以内,这样 需要数控精加工。我厂设有专门的刮研车间可以满足各种精度要求的加工。
下一篇:下一篇:t型槽平台如何退火上一篇:上一篇:各类金属热处理知识简介